| 最小起订 | 0.1吨 |
|---|---|
| 质量等级 | 正品 |
| 是否厂家 | 是 |
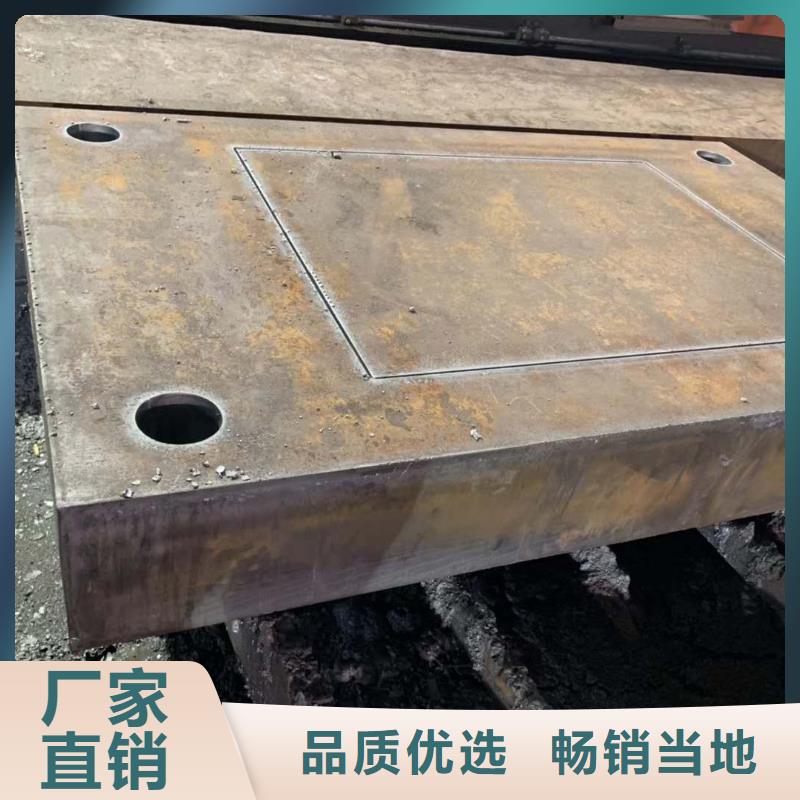
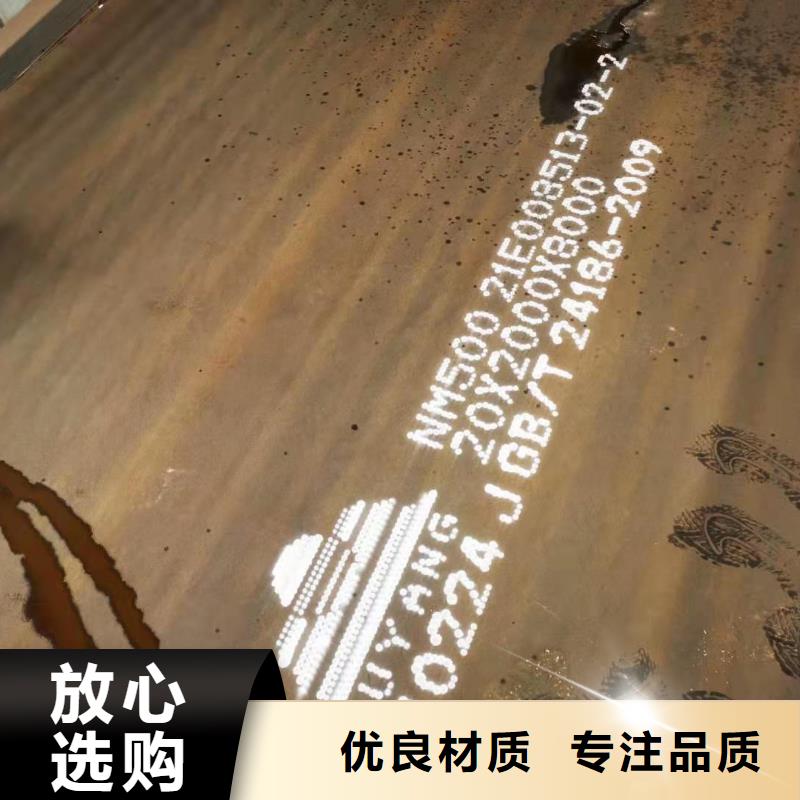
| 产品材质 | 钢板 |
| 产品品牌 | 涟钢 |
| 产品规格 | 电仪 |
| 发货城市 | 聊城 |
| 产品产地 | 涟钢 |
| 加工定制 | 可以 |
| 产品型号 | 钢板 |
| 可售卖地 | 全国 |
| 产品重量 | 9999 |
| 产品颜色 | 出产个 |
| 质保时间 | 可合同质保 |
| 外形尺寸 | 电仪 |
| 适用领域 | 电仪 |
| 是否进口 | 电仪 |
| 质量认证 | A |
| 产品功率 | 电仪 |
| 工作温度 | 电仪 |
| 3*1500*6000 | 3*1500*6000 |
| 4*1500*6000 | 4*1500*6000 |
| 5*1500*6000 | 5*1500*6000 |
| 6*1500*6000 | 6*1500*6000 |
| 8*2000*8000 | 8*2000*8000 |
| 10*2000*8000 | 10*2000*8000 |
| 12-100mm*2000*8000 | 12-100mm*2000*8000 |
| 100-500mm电仪 | 100-500mm电仪 |


东汇钢铁有限公司聚集众多的 福建三明nm500耐磨板管理和技术精英,是一个集开发、生产、 安装于一体的现代化企业。我公司设备先进, 福建三明nm500耐磨板用料考究,为卓越品质打下坚实基础,产品行销全国各地。只因有您的大力支持,才有今天的蓬勃发展,我们再次期待与您合作,有幸再为您提供优质服务。